装配式围墙模具施工中。围墙塑料模具使用PP塑料注塑成型,具有造价低,形状好、不变形的优点,主要由墙板模具、立柱模具、柱帽模具、压顶模具等衔接而成,围墙模具有两种结构:一种平模,一种立模,立模是组合式一模可做两块墙板,施工效率高,并且所制作的墙板双面光滑,美观性好。模具有多种样式,包括有平面,菱形面,工字形面,文化石面等,品类多样,尺寸齐全。
 1、模具结构组成
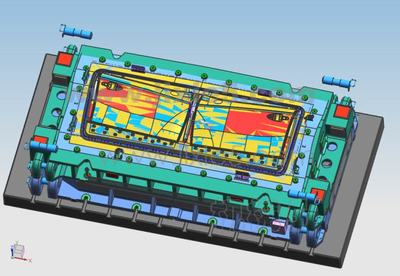
1、模具结构组成模具是由很多零件组装的集合体,在模具中其主体是模架,模架则是由一块、一块模板组合而成。模具设计师在画模具之前,首先需要确定模具的类型,因为类型决定模架,模架决定模具设计要领。想要合理选择模具类型,需要先了解模具的原理。由于模具靠模架、模架靠模板模板类型分别有:上托板、上垫脚、上击出板、上背板、上盖板、上模座、上垫板、上夹板、止挡板、脱料板、上模板、下模板、下脱板、下垫板、下夹板、下模座、下背板、下击出板、下垫脚、下托板、导料板等等。
2、浇注系统它是将熔融塑料由注射机喷嘴引向闭合模腔的通道,通常由主流道、分流道、浇口和冷料井组成。3、导向部件为了保证动模与定模闭合时能够精确对准而设置的导向部件,起导向定位作用,它是由导柱和导套组成的,有的模具还在顶出板上设置了导向部件,保证脱模机构运动平稳可靠。
 2、双色模具结构形式及其与包胶模具区别
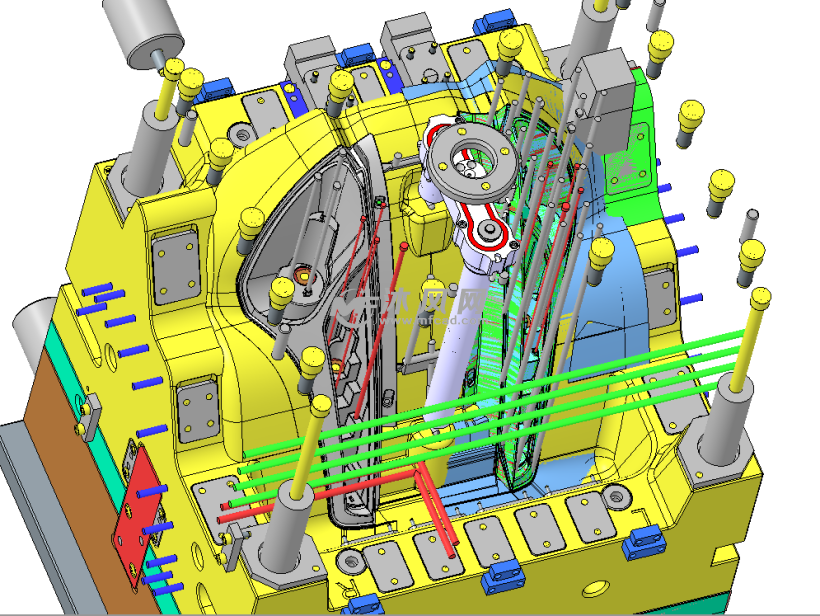
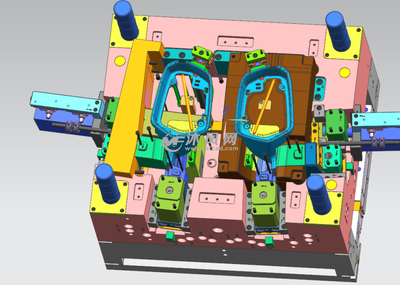
2、双色模具结构形式及其与包胶模具区别双色模具结构形式及其与包胶模具区别模具设计是很复杂的工作,最基本的要求是每套模具之间必须恰到好处地配合。下面是我整理的关于双色模具结构形式及其与包胶模具区别介绍,大家一起来看看吧。一.双色注塑优点:双色模具可将两种不同特性的树脂及颜色,成为单一的双色产品,可减少成型品的组立和后处理工程。节省溶着与印刷的成本,增加产品的美观视觉效果,提升产品的档次和附加价值。
手感更好。双色注塑产品品质稳定性高,产品变形易控制,成型周期短产量高,损耗可比包胶注塑低7%,产品制造成本可比包胶低200%.二.双色成型原理双色射出成型通常指的是两种颜色或不同种类塑料的成型,由于双色机的两组射出单元及射嘴是独立分开的,因此其成品的颜色多半是双色分明,没有混杂在一起,双色注塑机机与一般注塑机机最大的差别在于射出单元机活动模板的设计。
